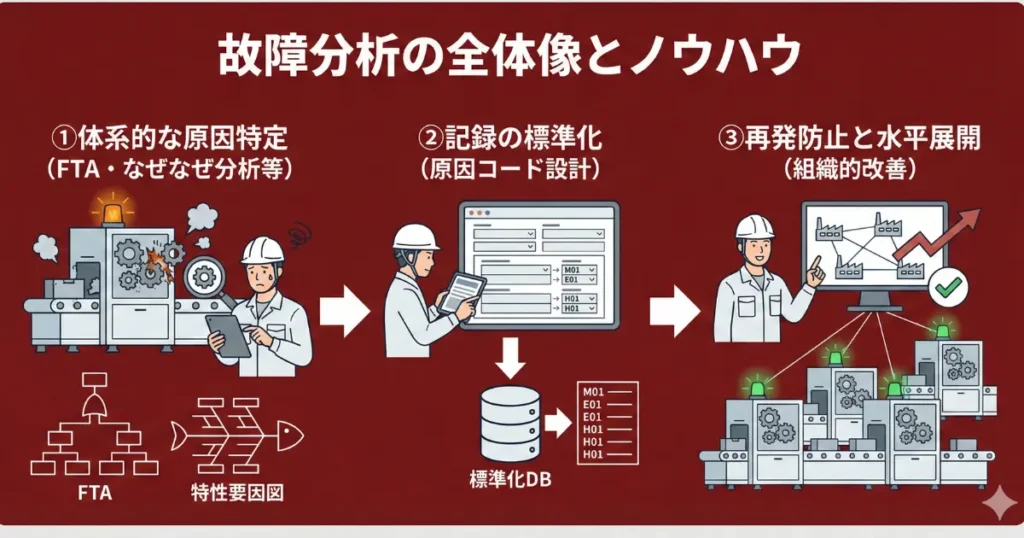
故障分析とは、設備・機械の故障原因を体系的に特定し、再発防止と水平展開まで一連のプロセスとして管理する手法です。本記事では、製造現場で使われる主な手法の比較から原因コードの設計方法、再発防止を定着させる仕組みまでを解説します。
1. 故障分析とは何か
故障分析とは、設備の停止・機能低下が発生した際に、その原因を特定して根本的な対策を講じ、同じ故障が繰り返されない状態をつくるまでの一連のプロセスを指します。単に「なぜ壊れたか」を調べる故障解析(原因究明)とは異なり、原因の記録・対策の実施・類似設備への水平展開まで含めた管理活動全体が故障分析です。
| 区分 | 目的 | 活動範囲 |
|---|---|---|
| 故障解析 | 故障原因の究明(なぜ壊れたか) | 原因特定まで |
| 故障分析 | 再発防止・水平展開を含む管理活動全体 | 原因特定→対策→記録→水平展開 |
| 不具合分析 | 品質不具合を含む広義の原因究明 | 製品品質・工程品質も対象 |
| 根本原因分析(RCA) | 根本的な原因への対策(暫定・恒久の区別) | システム・プロセスの改善まで |
製造業において故障分析が重要な理由は、突発停止による生産損失の大きさにあります。しかし実際には、その損失すら正確に把握できていない工場が多数存在します。八千代ソリューションズ株式会社によるオンライン調査(2025年3月実施、n=500)によると、保全工数を把握できていない層では「損失を把握できていない」と回答した割合が93.6%にのぼる一方、保全活動が整備されている層では18.3%にとどまります。損失が見えなければ改善の優先順位もつけられず、故障分析に取り組む動機づけも難しくなります。
2. 製造現場で使われる主な手法と使い分け
故障分析には複数の手法があり、目的・状況・工程の特性によって最適なアプローチが異なります。代表的な4手法の特徴と向いている状況を整理します。
FTA(故障の木解析)は、「最終的な故障現象」を頂点に、その原因をツリー状に展開するトップダウン型の分析手法です。複数の要因が絡み合う複合故障や、安全に関わる重篤な停止の分析に適しています。FMEA(故障モード影響解析)は、部品・コンポーネントごとに「どのような故障モードが起こり得るか」を洗い出すボトムアップ型の手法で、設計段階での未然防止に強みを持ちます。なぜなぜ分析は、問題事象に対して「なぜ?」を繰り返すシンプルな深掘り手法で、現場改善の起点として広く使われます。特性要因図(魚骨図)は、要因を視覚的に整理するツールで、ブレインストーミングと組み合わせて活用されます。
| 手法 | 分析の方向 | 向いている状況 | 難易度 |
|---|---|---|---|
| FTA(故障の木解析) | トップダウン | 複合要因の特定・安全分析 | 高 |
| FMEA(故障モード影響解析) | ボトムアップ | 設計段階の未然防止・リスク評価 | 中〜高 |
| なぜなぜ分析 | 原因の深掘り | 単一要因の深掘り・現場改善活動 | 低〜中 |
| 特性要因図(魚骨図) | 要因の視覚整理 | ブレインストーミング・要因の可視化 | 低 |
3. 原因コード設計と記録の標準化
故障分析を組織的に機能させるうえで、原因コードの設計は欠かせません。原因コードとは、故障の原因を類型化して標準的な分類コードを割り当てる体系です。原因コードがあることで記録の表記ゆれがなくなり、後からデータを集計して「どの原因が多いか」「同じ原因が繰り返されていないか」を分析できるようになります。
八千代ソリューションズ株式会社によるオンライン調査(2025年3月実施、n=500)によると、専用システムを利用している工場では停止損失を「詳細に把握できている」割合が45.3%なのに対し、紙管理の工場では4.3%にとどまります。管理ツールの差が、データの粒度と分析精度に直接影響しています。
| 大分類 | 中分類 | 原因コード例 |
|---|---|---|
| 機械的要因 | 摩耗・疲労 | M01 |
| 機械的要因 | 破損・折損 | M02 |
| 電気的要因 | 断線・接触不良 | E01 |
| 電気的要因 | 制御・センサー不良 | E02 |
| 人的要因 | 操作ミス・手順逸脱 | H01 |
| 人的要因 | 点検・保全の漏れ | H02 |
| 計画的要因 | 予防保全の未実施 | P01 |
| 環境要因 | 温度・湿度・粉塵 | V01 |
4. 再発防止と水平展開の進め方
故障分析の最終目的は、同じ故障を繰り返さないことです。そのためには、暫定処置と恒久処置を明確に区別した対策管理が必要です。暫定処置は「すぐに生産を止めないための一時対応」であり、恒久処置は「根本原因を取り除くための本質的な改善」です。暫定処置のみで対応を終わらせると、同じ故障が必ず再発します。
水平展開は、ある設備の故障から得た知見を、同型機・同工程・同メーカーの他設備に展開するプロセスです。水平展開なしでは、一台で得た教訓が個別の記録に閉じたまま組織全体の改善に結びつきません。
しかし実際には、水平展開を阻む大きな壁が存在します。八千代ソリューションズ株式会社によるオンライン調査(2025年3月実施、n=500)によると、紙や未導入の工場では「復旧コストの詳細を把握できていない」割合が68.4%に達するのに対し、専用システムを利用している工場では10.7%です。コストの記録がなければ対策の費用対効果を説明できず、改善提案が経営層に通りにくくなります。
再発防止が形骸化する代表的なパターンは3つです。①根本原因ではなく症状への対処で終わっている(なぜなぜの深掘りが浅い)、②対策内容が文書化されず口頭のみで共有されている、③水平展開の対象設備が特定されず担当者任せになっている。これらを防ぐには、分析→対策→確認→展開のサイクルを標準手順として明文化し、進捗管理を仕組みに組み込むことが有効です。
5. まとめ:故障分析を定着させる3つのポイント
故障分析を一時的な活動ではなく、継続的な改善の仕組みとして定着させるには、以下の3点が核心です。
第一に、原因コードと記録フォーマットを標準化することです。記録の表記ゆれがなくなり、データとして蓄積・集計できるようになります。第二に、暫定処置と恒久処置を区別して管理し、恒久処置の完了確認まで記録に残すことです。第三に、水平展開の対象設備と担当者を明確化し、進捗フォローを仕組みとして組み込むことです。
保全活動の体制全体については設備保全とはも参考にしてください。故障頻度の指標として保全改善に活用されるMTBFもあわせて参照することを推奨します。
よくある質問(FAQ)
- Q. 故障分析と故障解析の違いは何ですか?
- 故障解析は「なぜ壊れたか」という原因究明に特化した活動です。故障分析はそこに加えて、対策の立案・実施・記録・水平展開まで含む管理活動全体を指します。原因を特定するだけでなく、再発を防ぐ仕組みをつくるところまでが故障分析です。
- Q. なぜなぜ分析とFMEAはどう使い分けるとよいですか?
- なぜなぜ分析は、すでに発生した故障の根本原因を深掘りするのに適しています。一方、FMEAは設計・計画段階で「起こり得る故障モード」を事前に洗い出し、リスクを評価する手法です。発生後の分析にはなぜなぜ分析、未然防止にはFMEAと使い分けるのが基本です。
- Q. 原因コードはどのように設計すればよいですか?
- まず故障の大分類(機械的・電気的・人的・計画的・環境的)を設定し、その下に中分類コードを割り当てます。コードは5〜10種程度に絞るのが現場への定着のコツです。既存の故障記録を見直し、よく出る原因パターンから分類を設計すると、実態に即したコード体系になります。
- Q. 水平展開はどこまでの範囲で行うべきですか?
- 基本は「同じ設備構成・同じメーカー・同じ使用条件」の設備を対象とします。工場内の同型機はもちろん、グループ工場や他拠点に同型機がある場合はそこまで展開することが重要です。展開対象リストを事前に整備しておくと、発生時の展開スピードが上がります。
- Q. 故障分析の結果はどのように記録・管理すればよいですか?
- 故障内容・発生日時・復旧時間・暫定処置・恒久処置・水平展開先の6項目を最低限記録します。紙の台帳では集計・検索が困難なため、ExcelまたはCMMSへの移行が推奨されます。記録の標準フォーマットを決め、誰が書いても同じ項目が揃う状態にすることが定着の条件です。