特性要因図とは、製品の品質特性(結果)に影響を与える要因(原因)を体系的に洗い出し、魚の骨のような形で整理した図です。フィッシュボーン図・石川図とも呼ばれ、品質管理の父・石川馨博士が開発したQC7つ道具の1つです。品質問題・不良・クレームの原因究明に広く活用されます。本記事では特性要因図の書き方・4M分類・作成手順・なぜなぜ分析との違いを解説します。
1. 特性要因図の基本構造
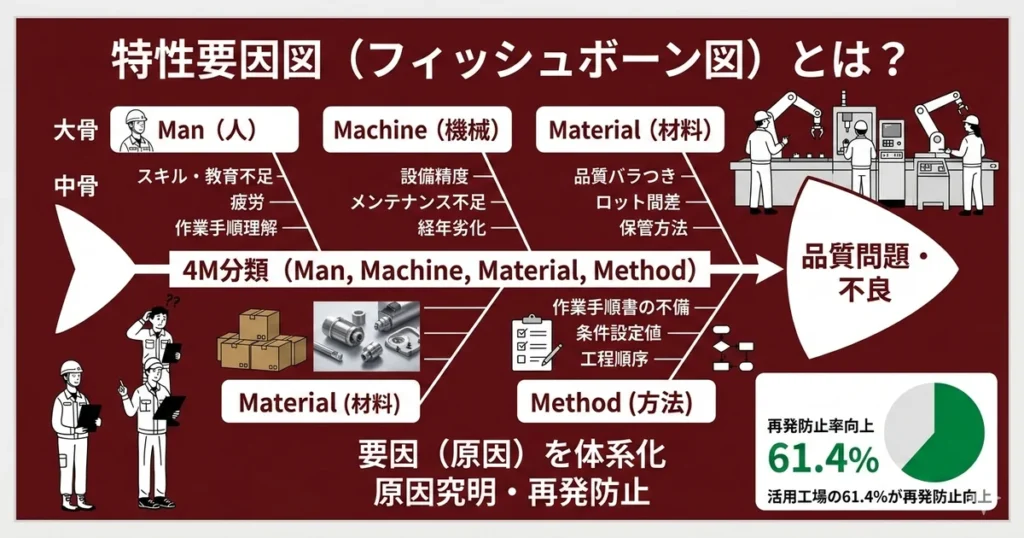
特性要因図は右端の「頭(結果)」に管理したい品質特性や解決すべき問題を記載し、魚の背骨に相当する「大骨」に主要な原因カテゴリ(4Mなど)、「中骨・小骨」に各カテゴリに属する具体的な要因を記載します。図全体が魚の骨の形になることから「フィッシュボーン図」とも呼ばれます。
| 構成要素 | 内容 | 記載例 |
|---|---|---|
| 頭(結果・特性) | 解決・管理したい問題・品質特性 | 「外観不良発生」「寸法外れ」「クレーム件数増加」 |
| 大骨(主要原因) | 影響要因の主要カテゴリ(4M・5M1E等) | Man・Machine・Material・Method |
| 中骨(原因) | 大骨に紐づく具体的な原因 | 「Man:作業者スキル・教育不足・疲労」 |
| 小骨(詳細原因) | 中骨をさらに詳細化した要因 | 「教育不足:手順書未整備・OJT実施なし」 |
| 矢線 | 骨格をつなぐ線(因果関係の方向) | 小骨→中骨→大骨→頭(結果)の方向 |
2. 4M分類と5M1Eの使い分け
製造業では大骨(主要カテゴリ)の分類に「4M」または「5M1E」を使用することが一般的です。
| 分類 | 内容 | 代表的な要因例 |
|---|---|---|
| Man(人) | 作業者・担当者に関する要因 | スキル・経験・教育・疲労・注意力・作業手順の理解 |
| Machine(機械) | 設備・機器・工具に関する要因 | 設備精度・経年劣化・メンテナンス不足・工具摩耗 |
| Material(材料) | 原材料・部品・仕掛品に関する要因 | 材料品質バラつき・ロット間差・保管方法・供給元変更 |
| Method(方法) | 作業方法・手順・工程条件に関する要因 | 作業手順書の不備・条件設定値・工程順序・測定方法 |
| Measurement(測定)※5M1E | 測定・検査に関する要因 | 測定器精度・校正状態・測定方法のバラつき・検査員間差 |
| Environment(環境)※5M1E | 作業環境に関する要因 | 温度・湿度・照明・振動・粉塵・騒音 |
3. 特性要因図の作成5ステップ
Step1:テーマ(頭の問題)を明確にする
特性要因図に取り組む問題を具体的に設定します。「品質が悪い」のような曖昧な設定でなく、「○○製品の外観不良率が3%から5%に増加した」のように、現象・数値・期間を明確にします。テーマが具体的なほど要因の洗い出しが有効になります。
Step2:大骨(4MまたはMEME1E)を設定する
テーマに対して大骨(主要原因カテゴリ)を4〜6本設定します。製造品質問題では「Man・Machine・Material・Method」の4Mが標準的です。測定・検査絡みの問題はMeasurementを追加した5Mを使用します。
Step3:中骨・小骨を洗い出す(ブレインストーミング)
チームでブレインストーミングを実施し、各大骨に関連する要因を中骨・小骨として追記します。「なぜそれが起きるのか?」を繰り返して小骨まで詳細化します。この段階ではアイデアを批判せず、量を重視して出し切ることが重要です。
Step4:要因の絞り込みと優先付け
洗い出した要因から「影響度が高い・データで確認できる・対策が実施可能」の観点で優先要因を絞り込みます。丸印(○)でマーキングするなど、チームで合意した優先要因を視覚化します。
Step5:データで検証・対策につなげる
絞り込んだ要因をデータ(測定値・工程記録・パレート図)で検証し、原因との因果関係を確認します。確認された要因に対してなぜなぜ分析でさらに根本原因を掘り下げ、恒久対策を設計します。
4. 現場実態:特性要因図の活用状況
八千代ソリューションズ株式会社によるオンライン調査(2024年5月実施、n=500)によると、品質問題の原因分析に特性要因図を「活用している」と回答した製造業は全体の42.8%であり、57.2%の工場では特性要因図を使用せず経験・勘に頼った原因究明を行っていることが示されています。
八千代ソリューションズ株式会社によるオンライン調査(2024年12月実施、n=500)によると、特性要因図を活用している工場の61.4%が「対策後の再発防止率が向上した」と回答しており、体系的な原因分析が再発防止の効果を高めることが確認されています。
よくある質問(FAQ)
Q1. 特性要因図となぜなぜ分析の違いは何ですか?
特性要因図は「可能性のある原因を幅広く洗い出す(横展開)」ツールです。なぜなぜ分析は「特定の原因を深掘りして根本原因を突き止める(縦展開)」ツールです。品質問題の分析では、まず特性要因図で候補要因を洗い出し、有力な要因に対してなぜなぜ分析で根本原因を掘り下げるという組み合わせが効果的です。
Q2. 特性要因図は一人で作成してよいですか?
チームで作成することが推奨されます。複数の視点(製造・品質・保全・設計)から要因を出し合うことで、見落としを防ぎ、対策の合意形成もスムーズになります。ただし、緊急対応でチームが集まれない場合は一人で作成し、後でチームにレビューしてもらう方法も有効です。
Q3. 骨の数(中骨・小骨)はどれくらいが適切ですか?
テーマの複雑さによりますが、大骨1本につき中骨3〜6個程度が見やすさの目安です。骨が多すぎる場合はテーマを絞り込む(工程・不良現象を限定する)か、大骨を再分類して整理します。逆に骨が少ない場合は原因の洗い出しが不足している可能性があるため、追加のブレインストーミングを実施します。
Q4. 特性要因図の代わりにパレート図を使うことはできますか?
目的が異なります。特性要因図は「どのような原因が存在するか」を洗い出す定性的ツールで、パレート図は「どの問題・原因が最も多いか」を定量的に優先付けするツールです。パレート図で優先問題を特定した後、特性要因図でその問題の原因を深掘りするという組み合わせが典型的です。
Q5. 特性要因図を品質マニュアルや報告書に使う際の注意点は?
特性要因図はブレインストーミングを経て作成する性質上、可能性レベルの要因も含まれます。報告書に使用する際は「検証済みの要因」と「候補要因」を明確に区別し、根拠となるデータを添付します。顧客提出用の8Dレポート等では特性要因図をそのまま添付するより、根本原因を特定したうえで要因の絞り込み結果を記載することが適切です。
製造業の品質管理・クレーム対応の実態を確認
八千代ソリューションズの調査レポート(n=500)は品質管理担当者向けに無料公開中。特性要因図・なぜなぜ分析の活用実態を収録しています。