本記事で解説するRCMは、設備保全の用語である Reliability Centered Maintenance(信頼性中心保全) を指します(J-SOXのRisk Control Matrixとは別概念です)。RCMとは、各設備の機能・故障モード・影響を体系的に分析し、設備ごとに最も適切な保全方式(予防保全・CBM・事後保全等)を選定するフレームワークです。1978年に米国防省・航空業界で体系化され、現在は製造業・エネルギー・インフラ等の幅広い業種で活用されています。
1. RCMの目的:全設備を一律に保全しない
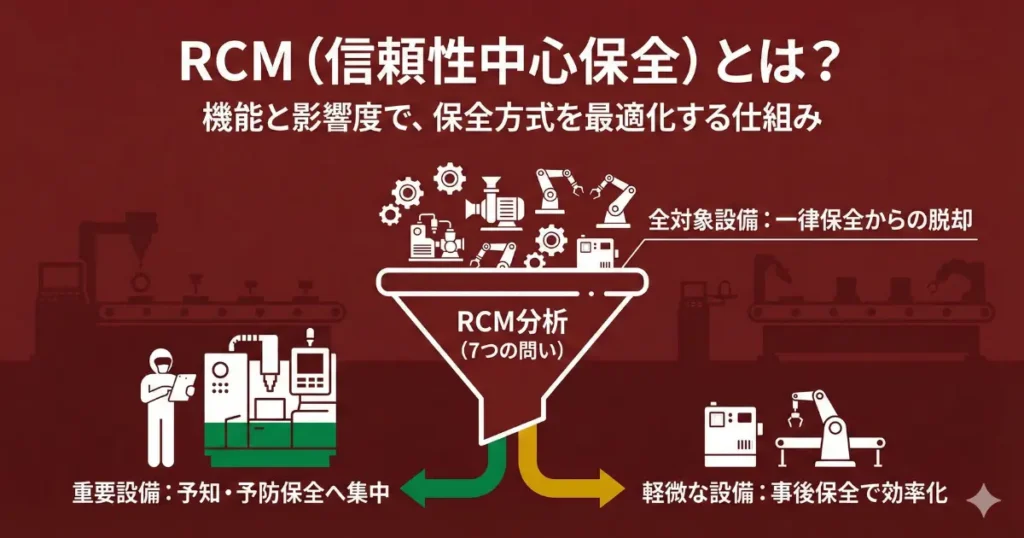
RCMの根本にある考え方は「保全方式は設備の機能と故障の影響によって決まる」というものです。すべての設備に同じTBM(定期保全)を適用すると、重要でない設備に過剰な保全コストをかける一方、本当に重要な設備の保全が手薄になるリスクがあります。RCMは設備を機能・影響度で分類し、限られた保全リソースを最重要設備に集中させます。
2. RCMの7つの問い
RCMの分析は次の7つの問いに順番に答える形で進めます(SAE JA1011標準に基づく)。
| # | 問い | 分析内容 |
|---|---|---|
| 1 | 設備の機能と性能基準は何か? | 設備が果たすべき機能と、満たすべき性能の定量的な基準を定義する |
| 2 | 機能を損なう故障(機能故障)とは何か? | 機能を果たせなくなる状態(完全停止・性能低下)を特定する |
| 3 | 故障の原因(故障モード)は何か? | 各機能故障を引き起こすメカニズムをFMEAで列挙する |
| 4 | 故障が発生するとどうなるか(故障の影響)? | 生産・安全・環境・コストへの影響を評価する |
| 5 | その故障の影響はどの程度重大か? | 安全影響あり/環境影響あり/稼働影響あり/影響軽微の4分類で評価する |
| 6 | 故障を事前に検知・防止できる保全作業はあるか? | 有効な予防保全・CBM・設計改良があれば実施する |
| 7 | 有効な保全作業がない場合、どうするか? | 設計改良・運用変更・事後保全容認・冗長性確保を検討する |
3. RCMによる保全方式の選定フロー
問い5〜7の回答に基づき、各故障モードに最適な保全方式を決定します。
| 故障の影響分類 | 適切な保全方式 | 優先度 |
|---|---|---|
| 安全・環境に影響する故障 | 予知保全(PdM)・CBM・設計改良で隠れ故障を排除 | 最優先 |
| 稼働(生産)に影響する故障 | 有効なTBM・CBMがあれば実施。なければ改良保全(CM) | 高 |
| 稼働に影響するが冗長設備あり | 条件付きTBM。冗長設備の保全を強化する | 中 |
| 影響軽微(安全・稼働への影響なし) | 事後保全(BM)容認。定期点検は最小限 | 低 |
4. 現場実態:保全資源の集中が急務な背景
八千代ソリューションズ株式会社によるオンライン調査(2024年12月実施、n=500)によると、保全担当者が10人未満の工場では保全担当の50歳以上が平均81.2%を占め、大企業(30.9%)と比べて著しく高い水準でした。ベテランへの依存が高い中小製造業ほど、暗黙知に頼った均等保全から、RCMによる優先度付きの体系的保全へ移行する必要性があります。
八千代ソリューションズ株式会社によるオンライン調査(2025年3月実施、n=500)によると、工数管理が不明確な工場では突発停止への対策が「なし」と回答した割合が26.1%に上り、工数を80%以上把握している工場(4.2%)の6倍以上でした。保全の優先順位が設定されていないため、重要な設備も軽微な設備も同様に対応が後回しになっている実態を示しています。
また、八千代ソリューションズ株式会社によるオンライン調査(2024年12月実施、n=500)によると、部長層の56.2%が予防保全・予知保全をTop3の設備投資優先項目に挙げました。RCMはこうした投資判断の根拠として機能し、「なぜこの設備にCBMが必要か」を論理的に説明できる枠組みを提供します。
製造設備の突発停止、その損失を把握していますか?
八千代ソリューションズの調査レポート「製造設備の突発停止」(n=500)では、保全優先順位が設定できていない工場の実態と改善策を詳報。無料でダウンロードできます。
5. RCMのメリットとデメリット
| 項目 | メリット | デメリット・留意点 |
|---|---|---|
| 保全コスト | 不要な定期保全を排除し、重要設備に資源を集中できる | 分析コスト(人員・時間)がかかる |
| 安全性 | 安全影響のある故障モードを体系的に特定して対処できる | 分析の精度は参加者の知識・経験に依存する |
| 意思決定 | 「なぜこの保全方式を選んだか」を文書で証明できる | 分析結果の文書化・維持に手間がかかる |
| 保全計画 | 根拠に基づく保全計画となるため、現場の納得感が高い | 全設備に適用すると膨大な工数が必要 |
| 継続改善 | 故障データ・保全実績をフィードバックして分析を更新できる | 定期的な見直しの仕組みが必要 |
6. 製造業でのRCM導入ステップ
| ステップ | 内容 | ポイント |
|---|---|---|
| Step 1 | 対象設備・システムの選定 | 全設備への適用は非現実的。まず主要生産ラインの重要設備を対象にする |
| Step 2 | 機能・機能故障の定義 | 設備ごとに「何をするための設備か」「どうなったら機能しないか」を文書化する |
| Step 3 | 故障モード分析(FMEA) | 各機能故障の原因と影響を保全担当・エンジニアで議論し列挙する |
| Step 4 | 保全方式の選定 | 7つの問いに基づき、各故障モードにTBM・CBM・BDM・CMを割り当てる |
| Step 5 | 保全計画への落とし込みと実行 | 選定した保全方式を点検周期・作業指示に変換し、管理システムで運用する |
| Step 6 | 実績データに基づく見直し | MTBF・故障件数・コストデータを定期的にレビューし分析を更新する |
7. RCMとFMEAの関係
RCMとFMEA(故障モード影響解析)は密接に関連しています。FMEAはRCMの第3〜5の問い(故障モードの列挙・影響評価)を実施するための主要ツールであり、RCMはFMEAの結果を保全方式の選定につなげるフレームワークとして機能します。FMEAの分析結果をRCMのロジックツリーに入力することで、体系的な保全方式選定が可能になります。
設備保全の全体体系と各保全方式の位置づけについては設備保全とは?種類・体制構築・KPIを解説も合わせてご参照ください。
よくある質問(FAQ)
Q1. RCMの「7つの問い」は必ず全部実施しないといけませんか?
SAE JA1011標準ではRCMの定義要件として7つの問いへの回答が必要とされています。ただし、製造現場での実用的なRCM適用では、重要設備から順に部分的に適用し、徐々に対象を広げるアプローチが現実的です。「完全なRCM」より「部分的なRCM」から始めて継続的に拡張することを推奨します。
Q2. RCMとTPMはどう違いますか?
TPM(Total Productive Maintenance)は自主保全・計画保全・教育の8つの柱からなる保全活動の総合体制で、RCMは設備ごとの保全方式を論理的に選定するための分析フレームワークです。RCMの分析結果をTPMの計画保全に組み込むことで、両者を補完的に活用できます。
Q3. 中小企業でもRCMは使えますか?
使えます。専門的な「RCM分析ソフトウェア」を使わなくても、Excelベースの故障モードリストと保全方式選定マトリクスで十分な効果が得られます。まず生産への影響が大きい設備5〜10台について、保全担当・生産担当・品質担当が集まって7つの問いを議論するワークショップ形式が実践的です。
Q4. RCMの分析にはどれくらい時間がかかりますか?
設備の複雑さと対象範囲によって大きく異なります。1つの設備システムに対して、初回のRCMワークショップ(機能・故障モードの特定から保全方式選定まで)は半日〜2日程度を要することが多くあります。初期投資として時間はかかりますが、根拠のある保全計画により長期的な保全コストと停止リスクの削減効果が期待できます。
Q5. RCMの分析結果はどう管理すれば良いですか?
FMEAワークシート・保全方式選定マトリクス・保全作業指示書のセットで文書化します。年1回以上、または大きな設備変更・繰り返し故障が発生した際に分析内容を見直します。保全管理システムと連携させることで、実績データの収集と分析の更新を効率的に行えます。
RCMで選定した保全計画をすぐに運用できる無料Excelツール
設備クラスごとの点検周期・作業内容・担当者をExcelで一元管理。RCMの分析結果を保全スケジュールに落とし込めます。製造業特化の工場管理システムMENTENAが提供する無料テンプレートです。