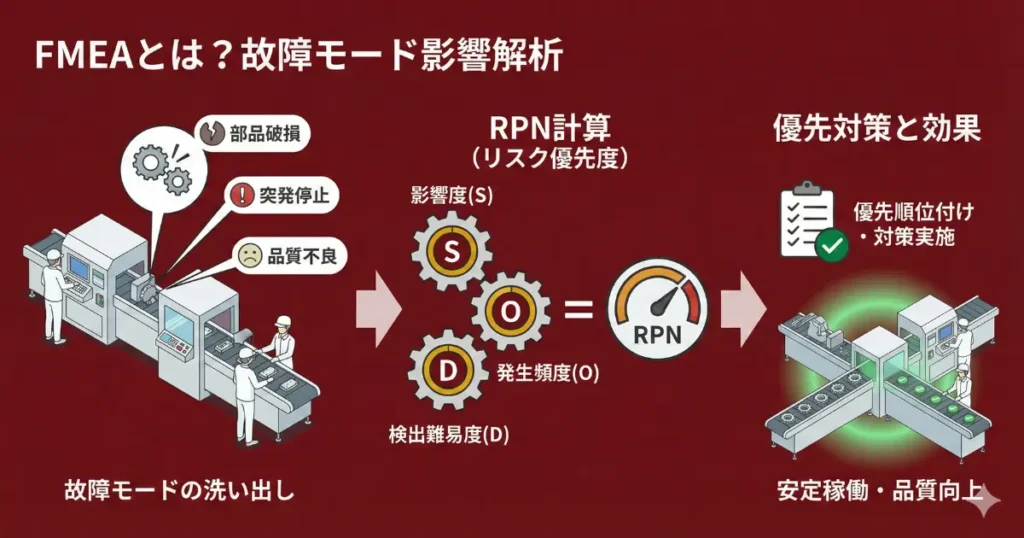
FMEAとは、設備や工程が「どのような故障・不具合を起こすか(故障モード)」を事前に洗い出し、その影響の深刻さ・発生頻度・検出難易度からリスク優先度(RPN)を算出して対策の優先順位を決める手法です。Failure Mode and Effects Analysis(故障モード・影響解析)の略称で、設備保全・品質管理・安全管理の分野で広く活用されます。本記事ではFMEAの定義・RPNの計算方法・FMEAシートの書き方・製造業での活用例を解説します。
1. FMEAの2種類:設計FMEAとプロセスFMEA
FMEAは適用対象によって2種類に分類されます。設備保全で活用されるのは主にプロセスFMEA(PFMEA)です。
| 種類 | 別名 | 対象 | 主な利用場面 |
|---|---|---|---|
| 設計FMEA | DFMEA(Design FMEA) | 製品・設備の設計段階の故障モード | 新製品開発・新設備導入時の設計審査・MP活動 |
| プロセスFMEA | PFMEA(Process FMEA) | 製造工程・設備の運用段階の故障モード | 保全計画の策定・点検基準の設計・工程品質改善 |
2. RPNの計算方法
FMEAでは、各故障モードのリスクをRPN(Risk Priority Number:リスク優先度数)で数値化します。RPNが高いほどリスクが高く、優先して対策が必要です。
| 評価項目 | 評価内容 | 評価スコア |
|---|---|---|
| 影響度(S:Severity) | 故障が発生した場合の影響の深刻さ(安全・品質・生産への影響) | 1(軽微)〜10(致命的) |
| 発生頻度(O:Occurrence) | 故障が発生する頻度・確率 | 1(ほぼ発生しない)〜10(頻繁に発生する) |
| 検出難易度(D:Detection) | 故障が発生した場合に検出できる難しさ(検出しやすいほどスコアが低い) | 1(確実に検出できる)〜10(検出できない) |
RPN = 影響度(S)× 発生頻度(O)× 検出難易度(D)
RPNは最小1・最大1,000となります。一般的にRPN ≥ 100〜125以上の故障モードを優先対策の対象とする運用が多く見られます。ただし影響度(S)が9〜10の故障モード(安全・重大品質問題)は、RPNが低くても最優先で対策します。
3. FMEAシートの書き方(製造業実例)
FMEAは「FMEAシート(ワークシート)」に記録します。以下は設備保全向けのFMEAシートの記載例です。
| 部品/工程 | 故障モード | 故障の影響 | S | 故障の原因 | O | 現行の管理方法 | D | RPN | 推奨対策 |
|---|---|---|---|---|---|---|---|---|---|
| コンプレッサーベルト | 亀裂・破断 | コンプレッサー停止→ライン全停止 | 8 | 経年劣化・過負荷 | 4 | 月次目視点検 | 6 | 192 | 定期交換周期の設定(TBM化)・振動測定の追加 |
| 油圧シリンダーシール | 油漏れ | 動作精度低下→不良発生 | 7 | Oリング劣化 | 5 | 日常点検(目視) | 4 | 140 | Oリング定期交換・油圧圧力低下アラームの設置 |
| インバーターファン | 停止 | インバーター過熱→電源遮断→ライン停止 | 7 | フィルター詰まり | 6 | なし | 8 | 336 | フィルター清掃基準(週次)の作成・温度監視センサーの設置 |
4. 現場実態:故障モードが把握できていない実態
八千代ソリューションズ株式会社によるオンライン調査(2025年3月実施、n=500)によると、工数管理が不明確な工場では「突発停止の損失を把握できていない」割合が93.6%に達し、工数を80%以上把握している工場(18.3%)と比較して大きな差がありました。損失が見えていない状態では、FMEA分析の出発点となる「どの故障モードが最もコストに直結するか」の判断材料が得られません。
同調査では、専用の保全管理システムを利用している工場において再発防止の取り組みに効果があると回答した割合が85.3%であるのに対し、紙管理・未導入の工場では42.2%にとどまりました。FMEAで洗い出した故障モードと対策を記録・管理するためにも、デジタルでの保全記録の整備がFMEA定着の前提条件となっています。
同調査では、工数管理が不明確な工場において突発停止への対策が「なし」と回答した割合が26.1%に達し、工数を80%以上把握している工場(4.2%)の6倍以上でした。対策のない状態は、FMEAで対策すべき故障モードを特定できていないか、または特定しても実施に至っていない状態を示しています。
製造設備の突発停止、その損失を把握していますか?
八千代ソリューションズの調査レポート「製造設備の突発停止」(n=500)では、故障モード分析が機能していない工場の実態と改善策を詳報。無料でダウンロードできます。
5. FMEAを設備保全に適用する4ステップ
| ステップ | 取り組み内容 | ポイント |
|---|---|---|
| Step 1 | 対象設備の選定と故障履歴の整理 | 突発停止が多い・生産への影響が大きい重要設備を対象に選定し、過去の故障記録から故障モードの候補を洗い出す |
| Step 2 | 故障モードと影響の列挙(FMEAシートへの記入) | 「この部品がどんな壊れ方をするか」「壊れたら何が起きるか」を設備ごとに部品・機能単位でリストアップする。保全員・オペレーターが共同で実施する |
| Step 3 | RPNの算出と優先順位付け | 影響度(S)・発生頻度(O)・検出難易度(D)を評価し、RPNを算出して対策優先順位を決める。S ≥ 8の故障モードはRPNによらず最優先とする |
| Step 4 | 推奨対策の実施と保全計画への反映 | 高RPNの故障モードに対して、定期交換周期の設定・点検基準の追加・センサー設置などの対策を決定し、保全計画・点検チェックシートに反映する |
設備保全全体の体系については設備保全とは?種類・目的・進め方を解説もあわせてご参照ください。
よくある質問(FAQ)
Q1. FMEAとFTAの違いは何ですか?
FMEAは「ボトムアップ型」の手法で、各部品・工程レベルの故障モードを積み上げてシステム全体への影響を分析します。FTA(Fault Tree Analysis:故障の木解析)は「トップダウン型」で、最上位のシステム故障(頂上事象)から逆向きに原因を掘り下げます。複雑なシステムでは両手法を組み合わせて使う場合があります。
Q2. FMEAはどの段階で実施するのが効果的ですか?
最も効果的なのは、設備の設計・導入段階(設計FMEA)です。設計段階でリスクを排除すれば、運用後の対策コストを大幅に削減できます。既存設備への適用(プロセスFMEA)でも、突発停止の多い設備に優先して実施することで保全計画の精度が向上します。
Q3. RPNの基準値(何点以上を優先対策とするか)はどう決めますか?
業界標準では「RPN ≥ 100」または「RPN ≥ 125」を優先対策ラインとする運用が一般的ですが、絶対的な基準はありません。自社の設備重要度・リスク許容度に合わせて設定します。RPNに関わらず「影響度(S) ≥ 9の故障モード(安全・環境・重大品質問題)」は最優先で対策することがFMEAの大原則です。
Q4. 中小製造業がFMEAを始める際、どこから着手すべきですか?
最も突発停止が多い設備1台を選び、保全員とオペレーターで半日のワークショップを実施してFMEAシートの1枚目を作ることから始めます。完璧を目指さず、「今わかっている故障モードを書き出す」ことが最初の一歩です。故障履歴が蓄積されるにつれてFMEAの精度も高まります。
Q5. FMEAの定期的な見直しはどう進めればよいですか?
①新たな故障が発生した際(都度更新)②設備の改造・仕様変更時③年次の保全計画見直し時の3つのタイミングで更新します。FMEAは「作って終わり」ではなく、保全記録・故障記録の蓄積とともに継続的に更新することで精度が高まります。故障記録とFMEAシートを紐づけて管理することを推奨します。
FMEAの故障モードと保全計画を一元管理するExcelツール
故障履歴・RPN評価結果・推奨対策・保全スケジュールをExcelで管理。FMEAから保全計画への落とし込みをExcelツールから始められます。製造業特化の工場管理システムMENTENAが提供する無料テンプレートです。